压出工艺是通过压出机机筒筒壁和螺杆件的作用,
使胶料达到挤压和初步造型的目的,压出工艺也成为挤出工艺。
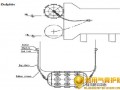
压出工艺的主要设备是压出机。
几种橡胶的压出特性:
使胶料达到挤压和初步造型的目的,压出工艺也成为挤出工艺。
压出工艺的主要设备是压出机。
几种橡胶的压出特性:
天然橡胶压出速度快,半成品收缩率小。机身温度50-60℃,机头70-80℃,口型80-90℃;
丁苯橡胶压出速度慢,压缩变形大,表面粗糙,机身温度50-70℃,机头温度70-80℃,口型温度100-105℃;
氯丁橡胶压出前不用充分热炼,机身温度50℃,机头℃,口型70℃;
乙丙橡胶压出速度快、收缩率小,机身温度60-70℃,机头温度80-130℃,口型90-140℃。
丁腈橡胶压出性能差,压出时应充分热炼。机身温度50-60℃,机头温度70-80℃。